Home
ABOUT US
About Arishein
Leadership
Mission & Vision
Arishein Values
Factory
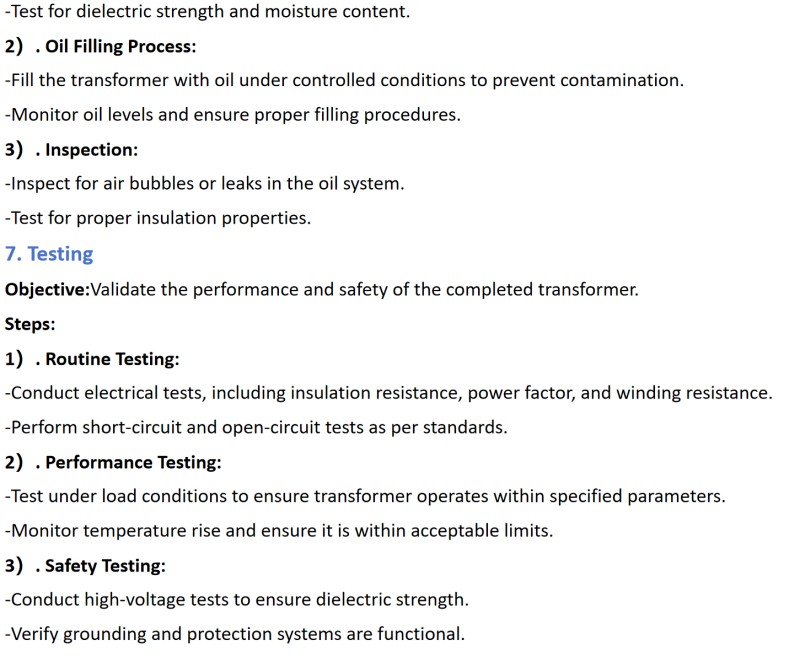
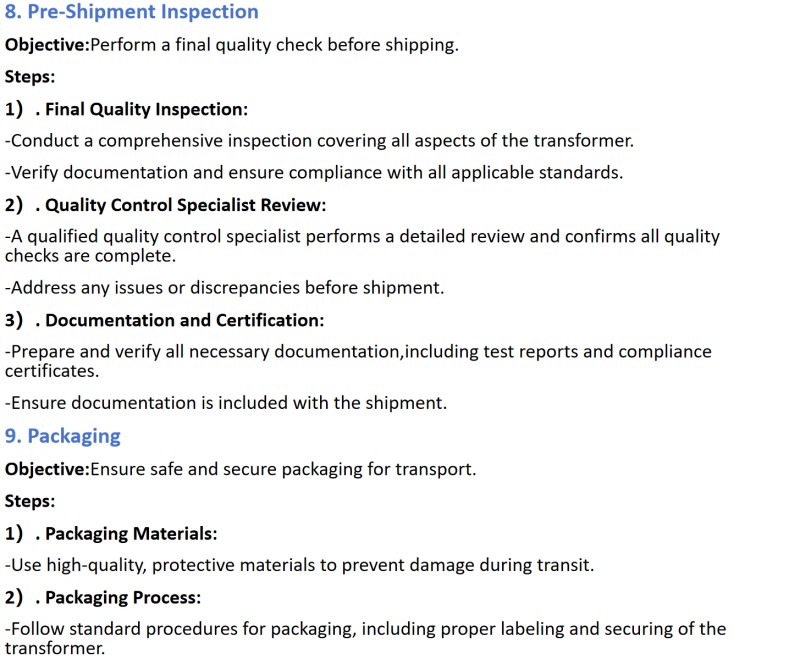
Quality Control
WATER METER
Wireless Remote Smart Water Meters
Industrial Water Meter and Flow Meter
Smart Mechanical Water Meter
Residential Ultrasonic Water Meter
Flow Meter
Secondary Water Supply Solution
Smart Production
Scenario and Data&Cloud Service
SMART METER
AMI Meter
Prepaid Meter
Data Concentrator
AMI & Prepayment Solution
TRANSFORMER
1 Phase Pole-Type Transformer
1 Phase Pad-Type Transformer
3 Phase Pole-Type Transformer
3 Phase Pad-Type Transformer
Oil-Type Transformer
Dry-Type Transformer
SwitchGear
Box-Type Substation
FACTORY PROPOSAL
Ring Main Unit Production Line
Transformer Production Line
Smart Meter Production Line
NEWS & JOIN US
News
Join Us
CONTACT
Sign Up
QUALITY CONTROL
Home
QUALITY CONTROL